Operation
Running the Railroad
16/06/25 11:33
Planning to Operate

Operating on Tom Sullivan's Sheepscot & Sandy River layout
Model railroad operation extends the life of a layout by keeping it interesting long after construction is essentially complete. Operation turns the layout into a role playing game, providing rules for train movements that operators, or train crews, have to follow. Usually operation is set up to take advantage of the animation of model trains in order to add a dimension of realism to the modeled scenes.
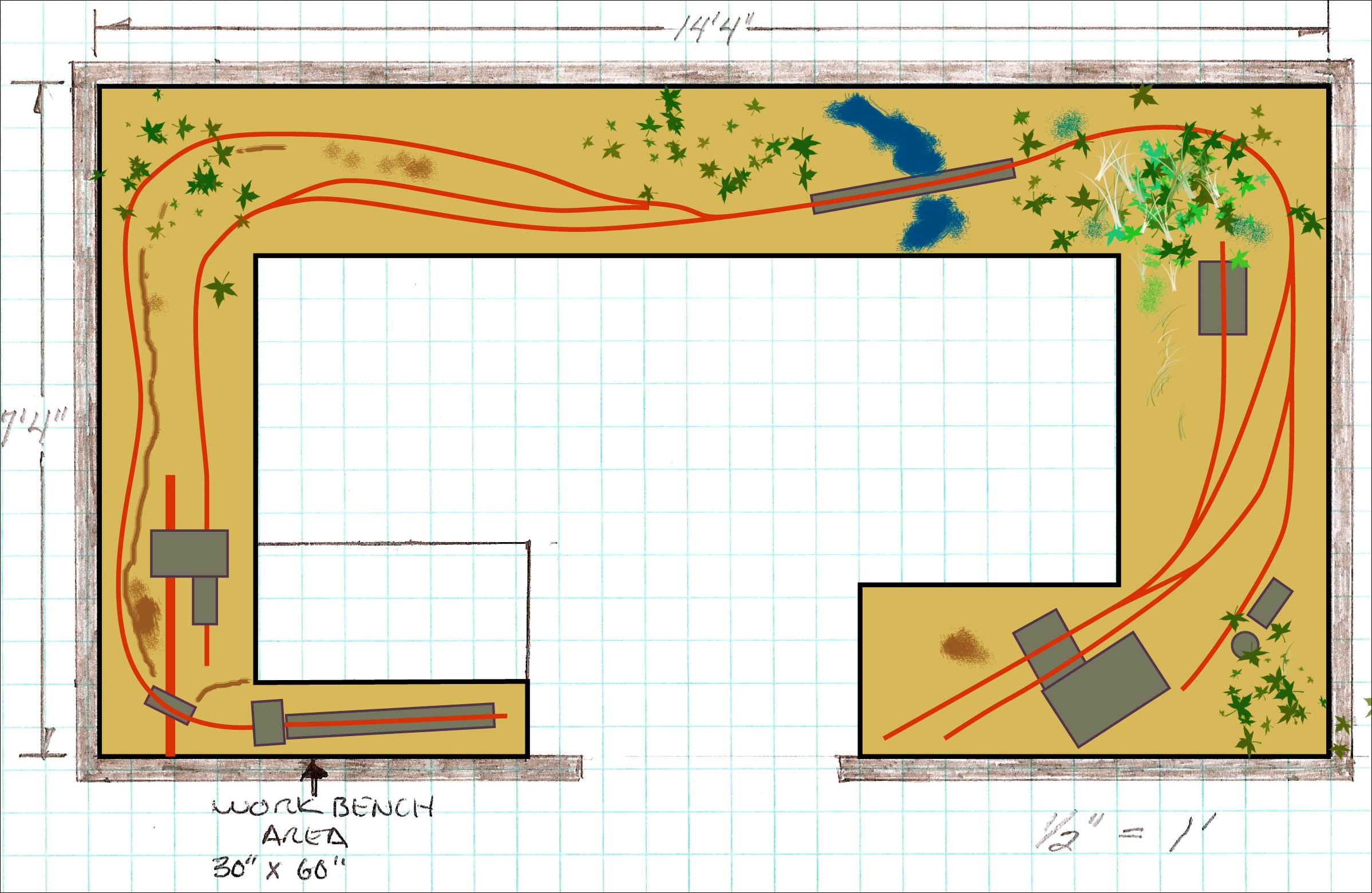
Preliminary track plan for Bill Davis
Operation has to be a priority in the planning phase of a model railroad in order for all the parts to add up to a realistic whole. A certain setting, theme, era, and operation need to be in mind as track is planned and scenes are developed. Usually a model railroad depicts a common carrier that cycles traffic onto and off of the layout from an implied national rail network.

Riverton Lime's industrial narrow gauge
On an industrial narrow gauge traffic still circulates around the layout but it is captive within the system. Freight is loaded at one scene on the layout, then unloaded at another. It can be a challenge to find historical information that provides insight as to what kind of equipment small industrial railroad operations used and how they were integrated into the workflows of the industries they served. Every operation was unique and many were temporary, not receiving much attention from railfans.
Barry Cott's examination of industrial narrow gauge operation
In order to put together an operating scheme that depicts a small soapstone operation in the Blue Ridge foothills of central Virgina, I began by studying Barry J. Cott’s Primer for Narrow Gauge and Short Line Operations. Barry makes no mention of soapstone in his primer, but he does explain how to operate a captive system where the entire railroad serves just one industry and all the loading and unloading cycles take place within the confines of the layout.
Operations on the Buckingham Branch Railroad in Beaverdam, Virginia
If a model railroader is planning to depict a common carrier operation on his layout it would probably mean that the railroad needs to run as a profitable transportation company. That would impact the track layout because rail service would need to be provided efficiently. On a common carrier layout, the railroad runs for its own best interest. The layout operates for the sake of the railroad itself. On the other hand, a private industrial railroad runs for the sake of the industry being served. There may be less of a priority on efficiency and more priority on accommodating the need for moving material and products in a way that reduces inventory and cost. The train crews use the railroad to run the industry.
Preparing to operate on my layout